Na produção de calçados, o método de vulcanização mais comum é o uso de uma autoclave, que é essencialmente um grande forno industrial de pressão. Este processo envolve o aquecimento dos componentes do sapato montados sob alta pressão para iniciar uma reação química que une permanentemente as partes de borracha entre si e à parte superior do sapato.
O princípio central não é apenas o aquecimento, mas o uso de uma combinação de calor e pressão para transformar quimicamente a borracha crua em uma estrutura de sola forte, unificada e elástica que é fundida permanentemente ao sapato.

O que é Vulcanização e Por que é Importante?
Para apreciar por que as autoclaves são usadas, primeiro precisamos entender o processo fundamental de vulcanização. É uma transformação química que confere à borracha as propriedades que associamos ao calçado.
Da Matéria-Prima à Borracha Durável
A borracha natural é inerentemente pegajosa, fraca e deforma-se facilmente com as mudanças de temperatura. A vulcanização resolve isso adicionando um agente de cura (mais comumente enxofre) e aplicando calor.
Este processo cria ligações cruzadas químicas entre as longas cadeias poliméricas dentro da borracha.
A Transformação Química
Imagine as cadeias poliméricas como fios soltos de espaguete. O processo de ligação cruzada é como adicionar conexões que unem todos os fios em uma única rede resiliente.
Isso muda a borracha de um material plástico (que se deforma permanentemente) para um material elástico (que retorna à sua forma original).
O Resultado: Uma Sola Fundida e Unitária
No calçado, a vulcanização não trata apenas a sola. Ela funde simultaneamente a sola de borracha, a fita lateral (raquete) e a biqueira diretamente à parte superior de lona ou couro, criando uma unidade única e inseparável.
O Processo em Autoclave Explicado
Uma autoclave fornece o ambiente específico e controlado necessário para executar essa reação química perfeitamente em escala industrial.
Uma "Panela de Pressão" para Sapatos
Pense em uma autoclave como uma panela de pressão altamente precisa. Os sapatos são carregados dentro, a câmara é selada e o ambiente é cuidadosamente controlado.
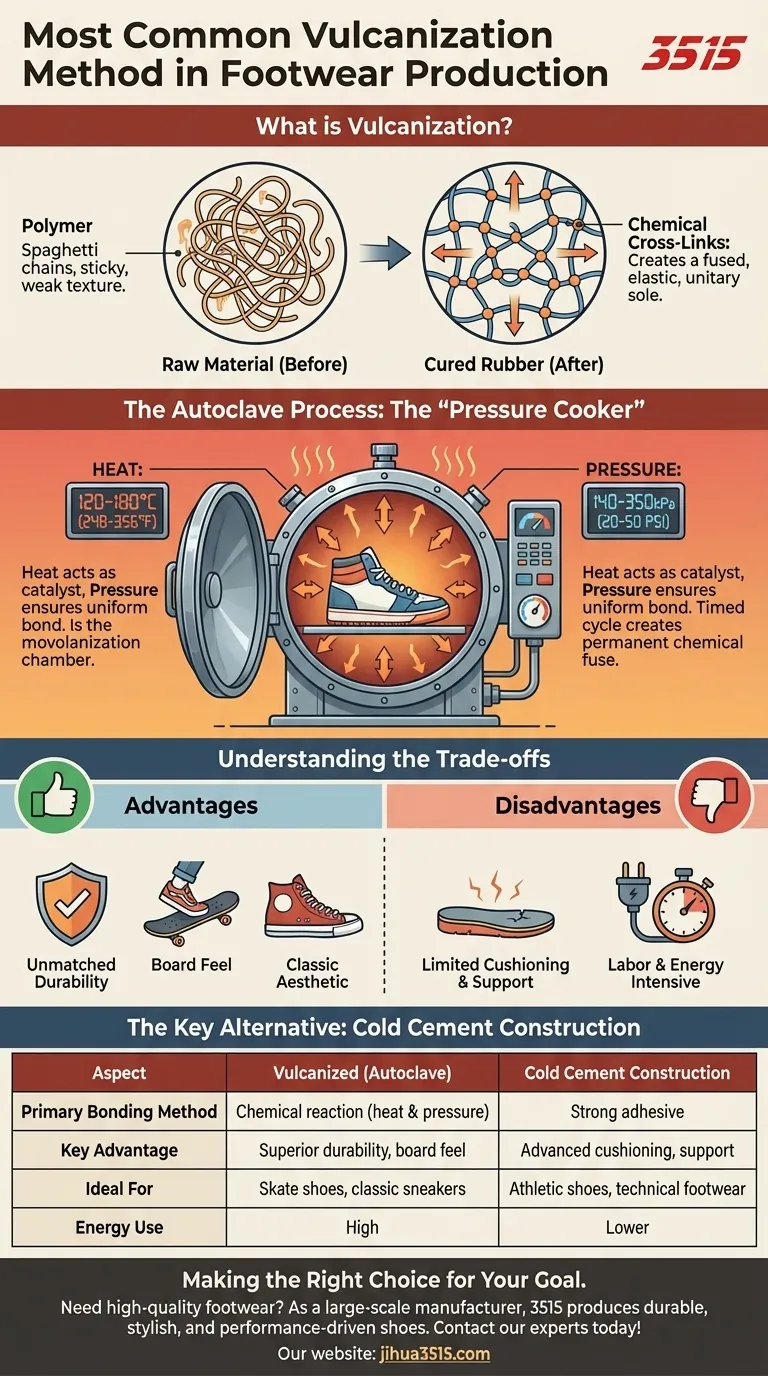
Os principais parâmetros de operação são calor e pressão, tipicamente na faixa de 120-180°C (248-356°F) e 140-350kPa (20-50 PSI).
O Papel do Calor e da Pressão
O calor é o catalisador que inicia e acelera a reação de ligação cruzada. A uma temperatura como 170°C, essa reação pode começar em apenas 10 minutos.
A pressão é igualmente crítica. Ela força todos os componentes de borracha uns contra os outros e contra a parte superior, eliminando bolhas de ar e garantindo uma ligação completa e uniforme em todas as superfícies.
Um Ciclo Precisamente Cronometrado
Todo o ciclo é cuidadosamente cronometrado. Tempo insuficiente resulta em vulcanização incompleta e ligação fraca. Tempo demais pode curar excessivamente a borracha, tornando-a quebradiça e propensa a rachaduras.
Entendendo as Desvantagens
A construção vulcanizada oferece vantagens distintas, mas também vem com limitações que a tornam inadequada para certos tipos de calçados.
Vantagem: Durabilidade e Sensação de Chão Incomparáveis
O principal benefício é a durabilidade. Como a sola é quimicamente fundida à parte superior, ela é extremamente resistente à delaminação ou separação.
Essa construção também resulta em uma sola fina e flexível que oferece excelente feedback do solo, frequentemente chamado de "sensação de chão", que é muito valorizado no skate.
Vantagem: Estética Clássica e Atemporal
O processo cria o visual icônico de tênis clássicos como Converse Chuck Taylors ou Vans Authentics, caracterizado pela fita de borracha envolvente.
Desvantagem: Amortecimento e Suporte Limitados
A construção simples e fundida por calor não acomoda facilmente entressolas complexas de espuma multidensidade (como EVA) usadas em tênis de corrida atléticos modernos. Isso geralmente significa menos amortecimento e suporte de arco.
Desvantagem: Mais Mão de Obra e Intensivo em Energia
A construção de calçados vulcanizados geralmente requer mais mão de obra manual, particularmente para enrolar com precisão a fita de borracha. O processo de aquecimento de uma grande autoclave também consome muita energia em comparação com outros métodos.
A Principal Alternativa: Construção com Cimento a Frio
Para entender completamente a vulcanização, é útil compará-la com sua principal alternativa.
Vulcanizado: Uma Ligação Forjada pelo Calor
Como vimos, este método usa uma reação química desencadeada por calor e pressão para "soldar" os componentes do sapato em uma única peça.
Cimento a Frio: Uma Montagem à Base de Adesivo
Na construção com cimento a frio, a parte superior do sapato e a unidade de sola pré-moldada são fabricadas separadamente e depois unidas usando um adesivo forte. Este é o método dominante para tênis de corrida modernos, pois permite unidades de sola complexas feitas de múltiplos materiais como espuma, plástico e borracha.
Fazendo a Escolha Certa para o Seu Objetivo
Entender esses dois métodos de construção permite que você selecione calçados com base em seu desempenho e características pretendidas.
- Se seu foco principal é durabilidade, sensação de chão e estilo clássico: A construção vulcanizada é a escolha definitiva para tênis de skate e tênis retrô.
- Se seu foco principal é amortecimento avançado, suporte de arco ou desempenho leve: A construção com cimento a frio é mais adequada para calçados atléticos, de caminhada e técnicos.
Em última análise, saber como um sapato é feito permite que você olhe além da marca e entenda as compensações funcionais inerentes ao seu design.
Tabela Resumo:
| Aspecto | Construção Vulcanizada (Autoclave) | Construção com Cimento a Frio |
|---|---|---|
| Método de Ligação Primário | Reação química (calor e pressão) | Adesivo forte |
| Vantagem Principal | Durabilidade superior, sensação de chão | Amortecimento avançado, suporte |
| Ideal Para | Tênis de skate, tênis clássicos | Tênis atléticos, calçados técnicos |
| Uso de Energia | Alto (intensivo em energia) | Menor |
Precisa de calçados vulcanizados ou com cimento a frio de alta qualidade? Como fabricante em larga escala, a 3515 produz uma gama abrangente de sapatos e botas duráveis, elegantes e focados em desempenho para distribuidores, proprietários de marcas e clientes de atacado. Deixe-nos ajudá-lo a selecionar o método de construção perfeito para o seu mercado. Entre em contato com nossos especialistas hoje mesmo para discutir suas necessidades de produção!
Guia Visual
Produtos relacionados
- Atacado de sapatos de lona camuflada duráveis com sola de borracha de alta tração
- Sapatos utilitários duráveis com sola de borracha para fabrico por atacado e de marca personalizada
- Sapatos de exterior com sola de borracha durável Fabrico por atacado e à medida
- Botas de Segurança Impermeáveis Premium para Venda por Atacado Proteção de Alto Desempenho para Mercados Industriais
- Botas de Segurança Premium em Couro Granulado para Fornecimento em Massa
As pessoas também perguntam
- Quando foram inventados os sapatos com sola de borracha? Do conceito do século XIX ao pilar moderno
- Como as solas de borracha afetam a aparência de um sapato? Definindo o estilo e a formalidade do seu sapato
- Quais são as características da lona como material de calçado? Um guia para calçados leves e respiráveis
- O que torna os sapatos de sola de borracha uma escolha económica e prática? Durabilidade Inigualável e Valor para Todas as Condições Meteorológicas
- Por que a seleção de materiais de tecido de alta resistência é necessária na produção de sapatos de lona e tênis de treino?








