Imediatamente após a moldagem por injeção, uma galocha de PVC passa por um processo crítico de acabamento. A bota recém-formada deve primeiro esfriar e solidificar dentro do molde antes de poder ser removida, após o que os trabalhadores apararam meticulosamente qualquer material em excesso e realizaram rigorosas verificações de controle de qualidade para garantir que esteja em condições de uso.
A máquina de moldagem por injeção cria a forma da bota, mas as etapas essenciais pós-moldagem — resfriamento, aparagem e inspeção — são o que transformam uma forma plástica bruta em um produto durável, à prova d'água e acabado.

Da Forma Bruta ao Produto Acabado
A moldagem por injeção é um processo de alta velocidade que forma a estrutura básica da bota. No entanto, esta moldagem bruta não é o produto final. Várias etapas cuidadosas são necessárias para garantir que cada bota atenda aos padrões funcionais e estéticos.
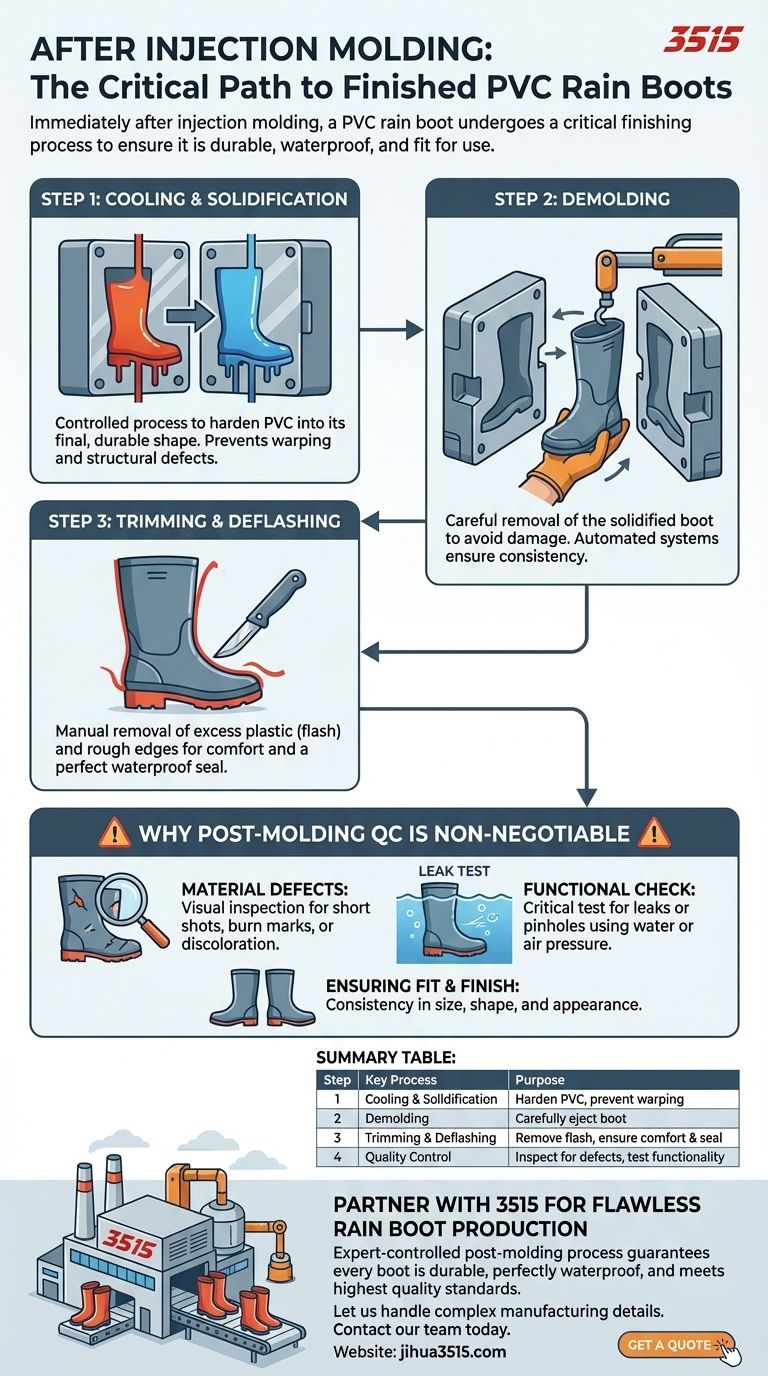
Etapa 1: Resfriamento e Solidificação
Uma vez que o PVC derretido é injetado no molde, uma fase de resfriamento começa. Este é um processo controlado onde o material endurece em sua forma final e durável.
O resfriamento adequado é essencial para evitar empenamento ou defeitos estruturais. O tempo necessário depende da espessura do PVC e da complexidade do design da bota.
Etapa 2: Desmoldagem
Após a bota ter solidificado completamente, as duas metades do molde são abertas e a bota é ejetada ou removida por um trabalhador.
Esta etapa deve ser feita com cuidado para evitar danificar a bota ainda morna. Pinos ejetores automatizados ou braços robóticos são frequentemente usados na fabricação moderna para garantir consistência e evitar erros de manuseio.
Etapa 3: Aparagem e Rebarbação
O processo de injeção geralmente deixa uma fina linha de plástico em excesso, conhecida como "rebarba", onde as metades do molde se encontram.
Os trabalhadores apararam manualmente essa rebarba e quaisquer outras bordas ásperas da bota. Esta etapa é crucial tanto para o conforto quanto para garantir uma vedação à prova d'água perfeita, especialmente ao redor da abertura superior da bota.
Por que o Controle de Qualidade Pós-Moldagem é Inegociável
Pular ou apressar as etapas de acabamento pode levar a falhas críticas do produto. A integridade de uma galocha depende inteiramente de sua capacidade de ser uma barreira impecável e à prova d'água.
O Risco de Defeitos de Material
Uma inspeção visual é a primeira linha de defesa. Técnicos de controle de qualidade procuram defeitos comuns de moldagem, como falhas de preenchimento (peças incompletas), marcas de queimadura ou descoloração, que podem indicar problemas com o PVC ou com a máquina.
A Importância de uma Verificação Funcional
A verificação mais crítica é para vazamentos ou furos. As botas podem ser preenchidas com água ou ar e pressurizadas para garantir que sejam completamente à prova d'água. Uma única falha minúscula torna toda a bota inútil para seu propósito principal.
Garantindo o Ajuste e Acabamento Adequados
Finalmente, as botas são verificadas quanto à consistência de tamanho, forma e aparência geral. Uma bota mal aparada não é apenas desconfortável, mas também reflete baixos padrões de produção, impactando diretamente a reputação da marca.
Fazendo a Escolha Certa para Seu Objetivo de Produção
O foco do seu processo pós-moldagem depende do que você mais valoriza no produto final.
- Se seu foco principal é durabilidade e desempenho máximos: Priorize testes rigorosos de vazamento e verificações de integridade do material para cada bota individual.
- Se seu foco principal é um acabamento estético impecável: Enfatize um processo meticuloso de aparagem e polimento em várias etapas para remover todos os vestígios de rebarbas e artefatos de moldagem.
Em última análise, essas etapas de acabamento são o que garantem que a bota desempenhará sua função essencial de forma confiável.
Tabela Resumo:
| Etapa | Processo Chave | Propósito |
|---|---|---|
| 1 | Resfriamento e Solidificação | Endurecer o PVC na forma final, evitar empenamento |
| 2 | Desmoldagem | Ejetar cuidadosamente a bota solidificada do molde |
| 3 | Aparagem e Rebarbação | Remover excesso de plástico (rebarba) para conforto e vedação à prova d'água |
| 4 | Controle de Qualidade | Inspecionar defeitos e testar vazamentos para garantir funcionalidade |
Faça Parceria com a 3515 para Produção Impecável de Galochas
Como fabricante em larga escala, a 3515 produz uma gama abrangente de calçados para distribuidores, proprietários de marcas e clientes de atacado. Nosso processo pós-moldagem controlado por especialistas — incluindo resfriamento preciso, aparagem meticulosa e rigorosos testes de vazamento — garante que cada galocha de PVC seja durável, perfeitamente à prova d'água e atenda aos mais altos padrões de qualidade.
Deixe-nos cuidar dos detalhes complexos de fabricação para que você possa entregar produtos confiáveis ao seu mercado. Entre em contato com nossa equipe hoje mesmo para discutir suas necessidades de produção e obter um orçamento.
Guia Visual
Produtos relacionados
- Botas de chuva impermeáveis duráveis | Fabricante personalizado para venda por atacado e marcas
- Botas de chuva por atacado diretas da fábrica Duráveis, à prova de água e totalmente personalizáveis
- Botas de Segurança Impermeáveis Premium para Venda por Atacado Proteção de Alto Desempenho para Mercados Industriais
- Botas de Segurança Impermeáveis e Retardadoras de Chama de Alto Desempenho
- Botas de Segurança Industriais Premium Impermeáveis de Cano Alto para Pedidos por Atacado e em Massa
As pessoas também perguntam
- Quais são os principais materiais para botas de chuva impermeáveis? Escolha o Material Certo para Durabilidade e Conforto
- Como a altura da bota afeta a impermeabilização? Escolha a Altura Certa para Proteção Máxima
- Quais são as principais diferenças entre galochas e botas de neve? Escolha a Bota Certa para o Seu Clima
- Quais são as instruções de cuidado para manter botas impermeáveis? Garanta Secura e Durabilidade Duradouras
- Qual é a recomendação geral para a escolha de materiais para botas de chuva? Um guia sobre borracha vs. PVC



















