Em sua essência, o processo de moldagem por injeção para galochas de PVC é um método de fabricação de alta velocidade que transforma grânulos de plástico bruto em uma bota completa, sem emendas e à prova d'água em uma única operação automatizada. Sob imenso calor e pressão, o Cloreto de Polivinila (PVC) derretido é forçado para dentro de um molde moldado com precisão em formato de bota, onde esfria e solidifica.
A percepção crítica é que a moldagem por injeção não é apenas uma forma de moldar plástico; é um método para criar uma estrutura monolítica e à prova d'água com incrível eficiência e consistência, tornando-o o processo ideal para a produção em massa de bens duráveis como galochas.

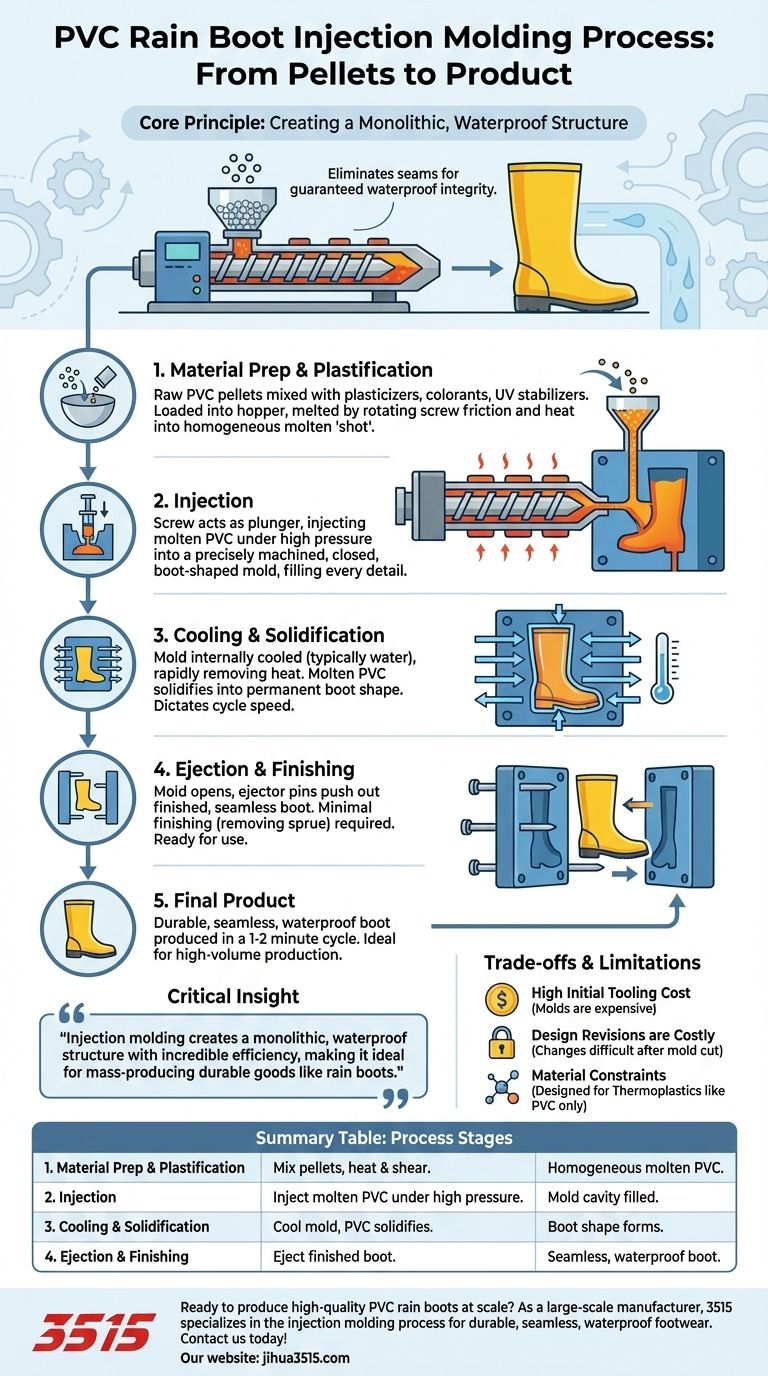
O Princípio Central: De Grânulos a uma Bota Acabada
O desafio fundamental na fabricação de uma galocha é garantir que ela seja completamente impermeável à água. Métodos tradicionais que envolvem costura ou colagem criam emendas, que são pontos potenciais de falha e vazamento.
A moldagem por injeção resolve isso formando toda a bota — sola, cabedal e salto — como uma única peça contínua de material. Isso elimina completamente as emendas, garantindo um produto final à prova d'água diretamente do molde.
Uma Análise Passo a Passo do Processo
Todo o ciclo, desde o carregamento da matéria-prima até a ejeção de uma bota acabada, pode levar apenas um a dois minutos, permitindo uma escala de produção massiva. Cada etapa é crítica para a qualidade final da bota.
Etapa 1: Preparação do Material
Antes do início do processo, os grânulos de PVC brutos são frequentemente misturados com aditivos. Estes podem incluir plastificantes para controlar a flexibilidade, corantes para estética e estabilizadores UV para prevenir a degradação pela luz solar. Essa mistura é então carregada em um funil na máquina de moldagem por injeção.
Etapa 2: Plastificação (Derretimento)
Os grânulos de PVC são alimentados do funil para um barril aquecido contendo um grande parafuso rotativo. À medida que o parafuso gira, ele empurra simultaneamente os grânulos para a frente e gera intenso atrito e calor. Isso, combinado com faixas de aquecimento externas, derrete o PVC em um líquido homogêneo e derretido conhecido como "tiro".
Etapa 3: Injeção
Assim que uma quantidade suficiente de PVC derretido se acumula na frente do barril, o parafuso atua como um êmbolo. Ele avança em alta pressão, injetando o tiro de plástico derretido em um molde fechado e com temperatura controlada. A pressão garante que o PVC líquido preencha completamente todos os detalhes da cavidade em formato de bota, desde o solado até quaisquer logotipos na lateral.
Etapa 4: Resfriamento e Solidificação
O molde é resfriado internamente, geralmente com água circulante. Isso remove rapidamente o calor do PVC derretido, fazendo com que ele solidifique e assuma a forma permanente do molde. Esta fase de resfriamento é frequentemente a parte mais longa do ciclo e dita a velocidade geral de produção.
Etapa 5: Ejeção e Acabamento
Após a solidificação do PVC, o molde se abre e a galocha acabada é empurrada para fora por pinos ejetores. Neste ponto, a bota está totalmente formada e funcional. A única etapa de acabamento necessária é, tipicamente, a remoção de um pequeno pedaço de material em excesso (o "rejeito") onde o plástico foi injetado no molde.
Compreendendo as Compensações e Limitações
Embora altamente eficaz, a moldagem por injeção não está isenta de suas restrições específicas. Compreender essas restrições é fundamental para alavancar o processo corretamente.
Alto Custo Inicial de Ferramental
A principal desvantagem é o custo do molde, também conhecido como "ferramenta". Os moldes são peças complexas de aço endurecido, e seu projeto e fabricação podem ser extremamente caros, muitas vezes na casa de dezenas de milhares de dólares ou mais. Isso torna o processo adequado apenas para produção de alto volume, onde o custo pode ser distribuído por muitas unidades.
Revisões de Design São Custosas
Uma vez que um molde de aço é cortado, fazer alterações é difícil e caro. O design da bota deve ser completamente finalizado antes do início da fabricação das ferramentas. Modificar um molde é uma tarefa de engenharia significativa, ao contrário da flexibilidade oferecida pelos métodos de prototipagem.
Restrições de Material
A moldagem por injeção é projetada para termoplásticos — polímeros que podem ser derretidos e resfriados repetidamente. Embora o PVC seja uma escolha excelente e versátil, este processo não é adequado para materiais como borracha natural ou plásticos termorrígidos, que não podem ser derretidos novamente após a cura.
Fazendo a Escolha Certa para o Seu Objetivo
Aplicar esse conhecimento depende inteiramente das prioridades do seu projeto.
- Se o seu foco principal é produção em massa e eficiência de custos: A moldagem por injeção é incomparável para altos volumes, pois o baixo custo por bota compensa rapidamente o alto investimento inicial em ferramentas.
- Se o seu foco principal é um design sem emendas e à prova d'água: A natureza monolítica de uma peça moldada por injeção a torna a escolha superior para criar um produto inerentemente livre de vazamentos.
- Se o seu foco principal é prototipagem rápida ou produção de baixo volume: O alto custo das ferramentas torna a moldagem por injeção impraticável; impressão 3D ou outros métodos de fabricação seriam mais adequados para modelos iniciais.
Em última análise, o processo de moldagem por injeção oferece um caminho poderoso e eficiente da matéria-prima a um produto acabado e confiável.
Tabela Resumo:
| Etapa | Ação Principal | Resultado |
|---|---|---|
| 1. Preparação do Material | Misturar grânulos de PVC com plastificantes, corantes. | Composto pronto para derreter. |
| 2. Plastificação | Aquecer e cisalhar grânulos em um barril com um parafuso. | PVC derretido homogêneo. |
| 3. Injeção | Injetar PVC derretido sob alta pressão em um molde. | Cavidade do molde completamente preenchida. |
| 4. Resfriamento | Resfriar o molde com água circulante. | PVC solidifica em formato de bota. |
| 5. Ejeção | Abrir o molde e ejetar a bota acabada. | Uma bota sem emendas e à prova d'água é produzida. |
Pronto para produzir galochas de PVC de alta qualidade em escala?
Como um fabricante em larga escala, a 3515 se especializa no processo de moldagem por injeção para entregar calçados duráveis, sem emendas e completamente à prova d'água. Produzimos uma gama abrangente de botas para distribuidores, proprietários de marcas e clientes a granel, garantindo eficiência e consistência para suas necessidades de alto volume.
Entre em contato conosco hoje para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Botas de chuva impermeáveis duráveis | Fabricante personalizado para venda por atacado e marcas
- Botas de chuva por atacado diretas da fábrica Duráveis, à prova de água e totalmente personalizáveis
- Botas de Segurança Impermeáveis Premium para Venda por Atacado Proteção de Alto Desempenho para Mercados Industriais
- Botas de Segurança Impermeáveis e Retardadoras de Chama de Alto Desempenho
- Botas de Segurança Industriais Premium Impermeáveis de Cano Alto para Pedidos por Atacado e em Massa
As pessoas também perguntam
- Quais são os principais materiais para botas de chuva impermeáveis? Escolha o Material Certo para Durabilidade e Conforto
- Quais são os melhores tipos de sapatos para diferentes condições de jardinagem? Encontre a sua combinação perfeita.
- Como a altura da bota afeta a impermeabilização? Escolha a Altura Certa para Proteção Máxima
- Qual é a recomendação geral para a escolha de materiais para botas de chuva? Um guia sobre borracha vs. PVC
- Por que as galochas são mais flexíveis e confortáveis do que as botas de neve? As principais diferenças explicadas



















